
eSun ePLA-LW Black 1.75mm Filament
$57.90
ePLA-LW is mainly used for lightweight parts and is widely used in fields such as DIY model aeroplanes, drones, and COSPLAY props.
1kg - Black
In stock
ePLA-LW is mainly used for lightweight parts and is widely used in fields such as DIY model aeroplanes, drones, and COSPLAY props.
eSun ePLA-LW
Diameter 1.75mm2 ±0.03
Print Temp 190-270ºC (please read description)
Hot bed 45-60ºC (optional)
Surface: Masking paper, PVP solid glue, glass board, carbon fibre board, PEI
ePLA-LW (Lightweight PLA) is a material specially developed by eSUN for the fields of model aeroplanes, drones, and COSPLAY. Compared with WOOD, ePLA-LW has more stable interlayer bonding, and the foaming rate and strength can be controlled by adjusting the printing temperature. Use active foaming technology to achieve lightweight, low-density PLA parts. The foaming volume ratio is 220%, and when printing the same volume model, 1 roll of ePLA-LW can be used as 2.2 rolls of ordinary PLA. Foaming makes the layered pattern almost invisible, and the surface of the printed item is matte and delicate. At around 210-270°C, this material starts to foam during printing, increasing its volume by nearly 1.2 times, and the printing extrusion rate can be reduced to 45% to print lightweight parts.
Under the same model and at the same speed, the use of lightweight PLA enables the model aircraft to have a lighter wing load and a lower stall speed. For models such as aeroplanes, under the condition of balanced strength, reducing the weight as much as possible can greatly improve the performance of the aeroplane.
Product features:
- Low density, up to 0.54g/cm3
- The foaming volume ratio is 220%, and 1 roll of ePLA-LW is equivalent to 2.2 rolls of ordinary PLA
- Free adjustment of strength and foaming ratio
- The excellent surface effect, matte and delicate
- Good adhesion between layers, resistance to explosion and easy to repair
- Easy to paint, strong surface paint adhesion
- Excellent printability, large models do not warp, do not block, and do not need a constant temperature chamber
Product parameters:
Physical performance indicators of unfoamed consumables:
3D PRINTING FILAMENT | Test Method | ePLA-LW |
Melt Flow Index(g/10min) | GB/T 3682-2000 | 8.1(190℃/2.16kg) |
Density | GB/T 1033-86 | 1.2g/cm3 |
IZOD Impact Strength(kJ/㎡) | GB/T 1843-96 | 8.58kJ/㎡ |
Tensile Strength(MPa) | GB/T 1040-92 | 32.2MPa |
Elongation at Break(%) | GB/T 1040-92 | 68.9% |
Flexural Strength(MPa) | GB/T 9341-2000 | 41.31MPa |
Flexural Modulus(MPa) | GB/T 9341-2000 | 1701MPa |
Printing performance indicators comparison:
Filament | Wood | ePLA-LW |
Foaming process | Foaming during production but not foaming during printing | No foaming during production, foaming during printing |
Interlayer bonding | Normal | Strong |
Density | 0.7 | Up to 0.54 |
Free adjustment of foaming ratio and strength | No | 210-270℃ |
Printing parameters
Filament | ePLA-LW |
Recommended printing temperature | 190-270℃ |
Unfoamed printing temperature | 190-210℃ |
Foam printing temperature | 210-270℃ |
Maximum foaming temperature | 270℃ |
Maximum foaming rate (270℃) | 122% |
Lowest extrusion rate (270℃) | 45% |
Bed temperature | 45-60°C/No heating (Masking paper, PVP solid glue, glass board, carbon fibre board, PEI) |
Printing speed | 40-80mm/s |
Note: Printing test conditions: nozzle 190-280℃; layer height 0.2mm; bed 45℃; speed 40mm/s
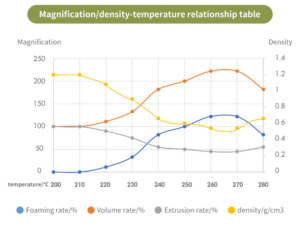
With different temperature foaming ratio:
Temperature/℃ | 200 | 210 | 220 | 230 | 240 | 250 | 260 | 270 | 280 |
Foaming rate/% | 0 | 0 | 11 | 33 | 82 | 100 | 122 | 122 | 82 |
Volume ratio/% | 100 | 100 | 111 | 133 | 182 | 200 | 222 | 222 | 182 |
Extrusion rate/% | 100 | 100 | 90 | 75 | 55 | 50 | 45 | 45 | 55 |
Density/g/cm3 | 1.2 | 1.2 | 1.08 | 0.9 | 0.66 | 0.6 | 0.54 | 0.54 | 0.66 |
speed | 40mm/s | ||||||||
Note: Print test conditions: bottom plate 45℃; speed 40mm/s
Temperature-rate relationship table:
Precautions:
1. Note that the first layer speed setting is consistent with the actual printing speed, set to 100% of the actual printing speed, turn off the first layer and small area printing speed reduction function, the first layer extrusion rate is consistent with the actual foaming extrusion rate, such as 270 degrees set to 45% of the first layer extrusion rate; if the bed adhesion is too strong, you can set the bottom valve when printing.
2. Pay attention to the maximum operating temperature of the printer. Most Teflon tube printers cannot be operated for a long time above 250℃. Long-term printing above this temperature may cause blocking. If the temperature exceeds 250℃, high-temperature printers such as metal hoses are required for printing.
3. Yellowing of printed parts after high-temperature foaming is a normal phenomenon. Lowering the printing temperature can relieve it.
4. Since the ePLA-LW foams continuously in the melting cavity of the high-temperature nozzle, the retraction basically does not work. Stringing is normal during printing. It is recommended to print the rc plane in vase mode to reduce the effect of stringing.
5. Foaming ratio is related to temperature, printing speed, nozzle melting cavity size, pay attention to compare model design wall thickness according to your own printing situation, adjust extrusion rate, temperature, speed and other parameters.
| Weight | 1 kg |
|---|---|
| Dimensions | 210 × 210 × 50 cm |
| Brand | |
| Colour | Black |
Related products
 Add to cart DetailsBuy Now
Add to cart DetailsBuy Now1kg high quality premium and well priced 1.75mm Luminous PLA 3D Printer filament comes on an eco friendly vacuum sealed cardboard reel.
- Add to cart DetailsBuy Now
1kg high quality premium and well priced 1.75mm Luminous PLA 3D Printer filament comes on an eco friendly vacuum sealed cardboard reel.
- Add to cart DetailsBuy Now
ePC- Polycarbonate (PC) filament is extremely strong yet lightweight but can be tricky to print

Reviews
There are no reviews yet.